当社の超硬ソリッドメタルソー「SHARP SAW-S」はユーザーの加工条件に合わせ、刃形状等のスペック、超硬素材の選定に至るまで専用に設計し、独自の設備と職人の技術により製作されます。専用設計・高精度な研削技術により生みだされるSHARP SAW-Sはユーザーの加工能率・加工品位の向上に貢献いたします。
切削条件の目安
| fz:1刃当りの切削量 | 0.003mm〜0.020mm | |
|---|---|---|
| 切削速度V(周速度m/min) V=(外径D*3.14*回転数N)/1000 |
銅合金 | 200〜750 |
| 炭素鋼 | 50〜250 | |
| チタン合金 | 40〜200 | |
| ステンレス合金 | 50〜200 | |
| 鋳鉄 | 60〜250 | |
1刃当たりの切削量の設定について
-
小さくする場合
- 切削ワークの支持剛性、形状的剛性が低い。
- 加工深さが深い。
- 仕上げ面を重視する。
- 刃先がチッピングを起こす。
- 刃厚が薄いメタルソーでの加工の場合。
- フランジに対して刃の突き出し量が多い場合。
-
大きくする場合
- 切削ワークの支持剛性が高い。
- 加工深さが浅い。
- 被削性の良い素材の加工。
- 加工硬化の起こりやすい素材の加工。
- 外周逃げ面の摩耗が大きい。
送り速度の計算方法
Vf=Fz×N×Z
fz:1刃あたりの切削量 N:回転数 Z:刃数
- 切削条件は加工深さ、加工幅、使用機械剛性、加工ワーク剛性などの諸条件により調整する必要があります。
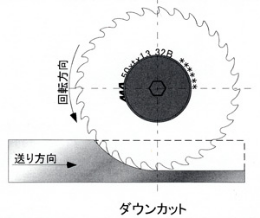
- 超硬ソリッドメタルソーは基本的にはダウンカットでの使用を推奨いたします。(特殊な加工の場合アップカットが良い場合もあります。)
- 機械にメタルソーをセットするフランジは加工深さに対してできるだけ外径が大きく平行度等の精度の高いものを使用してください。
- ビビリ振動がでる場合は1刃当たりの切削量はそのままで回転数、送りを均等に落としてください。
- 切削液は側面部を重点的に潤滑させるよう使用したほうが効果があります。
超硬ソリッドメタルソー取り扱いの御注意
- 超硬ソリッドメタルソー材質の超硬合金は非常に硬度は高いですが衝撃に対し脆い性質があります。
- ぶつけたり、落としたりしますと破損する場合があります。
- 刃先は鋭利ですので素手で触らないようお願いいたします。
- 御使用時は保護めがねなど、保護具の着用をお願いいたします。
- ミーリングアーバーにセットする際、ナットを叩いて締め付ける等の衝撃は与えないよう御注意ください。
- エアーリューターなどのハンドツールでの御使用は危険ですので行わないでください。