超硬ソリッドメタルソーをマシニング機でもっと使いやすく、かつ高性能に。というコンセプトで【SHARP SAW FZ】は開発されました。今まではメタルソーをマシニング機に装着する場合、市販のアーバーを利用し装着すると、ワークをチャッキングしているバイスや治具、ワークの部位にアーバーの締め付けナットが干渉することがあり、つかいずらい一面もありました。【SHARP SAW FZ】は独自の専用シャンクとクランプ方法で干渉トラブルを解消し、エンドミルのように通常のミーリングチャックにクランプして加工ができます。また、被削材に応じてメタルソーの仕様を変更し、さまざまな加工を高能率にこなします。

先端突出しがなく、クランプ治具ぎりぎりの箇所でも加工可能!
アッセンブリー
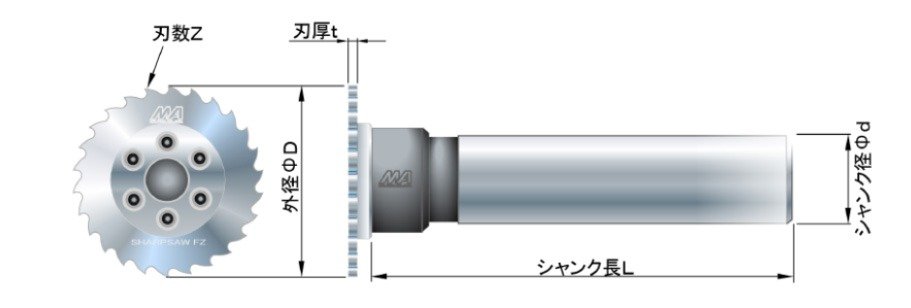
| タイプ | 外径ΦD | 刃厚t | 刃数Z | シャンク径Φd | シャンク長L | ||||
|---|---|---|---|---|---|---|---|---|---|
| P2.0 | P2.85 | P4.0 | P6.5 | P7.85 | |||||
| FZAL FZHD FZST |
20 | ユーザー指定 0.3t~4.0t (外径Φ20については~3.0t) 標準公差±0.005 |
30 | 22 | 16 | 12 | 100L | ||
| 25 | 40 | 28 | 20 | 16 | 100L 150L |
||||
| 30 | 48 | 32 | 24 | ||||||
| 35 | 38 | 28 | 16 | 20 | |||||
| 40 | 44 | 32 | 20 | ||||||
| 45 | 36 | 22 | 18 | 25 | |||||
| 50 | 40 | 24 | 20 | ||||||
| 65 | 50 | 32 | 26 | 32 | |||||

ソリッドメタルソー

FZAL
アルミ合金・純銅・樹脂材用
アルミ合金等の延性素材の加工に最適。
切粉排出性が非常に高く、鋭利なスクイ角の設定で
バリの少ない高品質な加工が可能。
ALXコートの採用で、溶着を防止し、高周速で加工でき、
長時間鋭い切れ味を持続。

FZHD
ステンレス合金・チタン合金・合金鋼用
ステンレス合金・チタン合金等難削材に最適。
スムーズな切粉排出性と刃先剛性を兼ね備えた刃形状。
高硬度、高耐熱性のDMXコートを採用し、
高周速での加工が可能で長寿命も実現。

FZST
一般炭素鋼~用
コート無しのソリッド品。
一般的な炭素鋼をメインとした形状、仕様です。
コストを抑えスムーズな加工を実現致します。
| タイプ | 外径ΦD | 刃厚t | 刃数Z | ||||
|---|---|---|---|---|---|---|---|
| P2.0 | P2.85 | P4.0 | P6.5 | P7.85 | |||
| FZAL FZHD FZST |
20 | ユーザー指定 0.3t~4.0t (外径Φ20については~3.0t) 標準公差±0.005 |
30 | 22 | 16 | ||
| 25 | 40 | 28 | 20 | ||||
| 30 | 48 | 32 | 24 | ||||
| 35 | 38 | 28 | 16 | ||||
| 40 | 44 | 32 | 20 | ||||
| 45 | 36 | 22 | 18 | ||||
| 50 | 40 | 24 | 20 | ||||
| 65 | 50 | 32 | 26 | ||||

- 刃の仕様や加工とのマッチング等、弊社までお問い合わせ下さい。最適な仕様をご提案させて頂きます。
- R刃やV形状、C面付等の特殊形状刃についても対応可能です。
- 刃数選定は加工深さ等の条件をお知らせ頂けたら、ご提案させて頂きます。
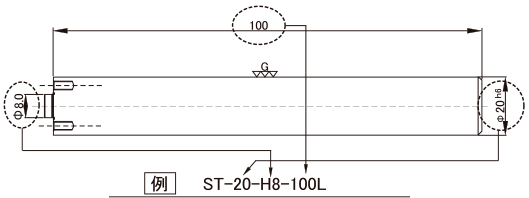
シャンク部
| 品番 | 適合メタルソー外径 |
|---|---|
| ST12-H4-100L | 外径Φ20 |
| ST16-H6-100L | 外径Φ25、Φ30 |
| ST16-H6-150L | |
| ST20-H8-100L | 外径Φ35、Φ40 |
| ST20-H8-150L | |
| ST25-H12-100L | 外径Φ45、Φ50 |
| ST25-H12-150L | |
| ST32-H15.875-150L | 外径Φ65 |
| ST32-H15.875-200L |
- BTシャンク、HSKシャンクも特注で対応可能です。
切削条件
| 加工材質 | V:周速(m/min) | fz:1刃あたりの切削量 | 計算方法 |
|---|---|---|---|
| 炭素鋼(S45C) | 60~120 | 0.005~0.03 | V = (外径D×3.14×回転数N)/1000 送りスピードVf = fz×N×Z N:回転数 Z:刃数 |
| SUS304 | 40~100 | 0.005~0.002 | |
| チタン合金 | 40~100 | 0.01~0.03 | |
| SUJ2 | 30~90 | 0.005~0.02 | |
| アルミ合金 | 200~500 | 0.005~0.02 |
- 上記切削条件はワーク剛性や機械剛性などに応じて調整して下さい。
1刃当たりの切削量の設定の方向性としては1パスの切り込みが深い場合は小さく、切り込みが浅い場合は大きく設定します。 - ダウンカットでの使用を基本でお願い致します。
- カッターの特性上、切削液は使用された方が良い加工が可能です。